
Råd og vejledning om varmforzinkning:
Tykkelse af zinklag på svejsesømme efter varmforzinkning
![]()
Foreningen af Danske Varmforzinkere har udarbejdet dette info-blad for at vejlede om tykkelsen af de zinkbelægninger, der kan blive dannet på svejsesømme ved varmforzinkning. Baggrunden er, at der ofte stilles spørgsmål om, hvorfor svejsesømme på trods af planslibning har meget større zink-lagtykkelse og eventuelt også et andet udseende end zink-belægningen på de tilgrænsende ståloverflader. Spørgsmålene stilles især for stålkonstruktioner, hvor udseendet er væsentlig, som f.eks. ståltrapper, rækværker m.v. Tilsatsmaterialerne, der anvendes ved svejsning omfatter forskellige legeringselementer, hvoraf specielt siliciumindholdet er årsag til dannelsen af tykke zinklag. Indholdet af silicium, der tilsættes for at binde ilt og forbedre smeltens flydeegenskaber under svejseprocessen, er typisk 0,1-0,5% højere end i stålet, der svejses.
Undersøgelse
Undersøgelsen er udført på rørprøver af stål med 0,01 og 0,20 vægt% silicium, der er svejset med forskellige tilsatsmaterialer. Svejsningerne er udført af certificerede svejsere ifølge de af fabrikanten afgivne svejsedata, og omfatter både elektrodesvejsning og co₂-svejsning. Efter svejsning er overvulsten fjernet ved slibning, så svejsesømmens overflade er glat og i plan med de tilstødende røroverflader. Der er fremstillet 2 prøver af hver kombination af rørmateriale og tilsatsmateriale, der er varmforzinket ved 455°C i et normalt procesforløb ved følgende dyppetider: A: 5 minutter i zink-smelten B: 15 minutter i zinksmelten.
Prøverne er efterfølgende undersøgt visuelt og ved tykkelsesmåling, og resultaterne er gengivet i omstående tabel. Andre svejseparametre end de refererede kan indvirke på resultaterne, der derfor kun må betragtes som vejledende. I tvivlstilfælde anbefales procedureprøvning omfattende varmforzinkning.
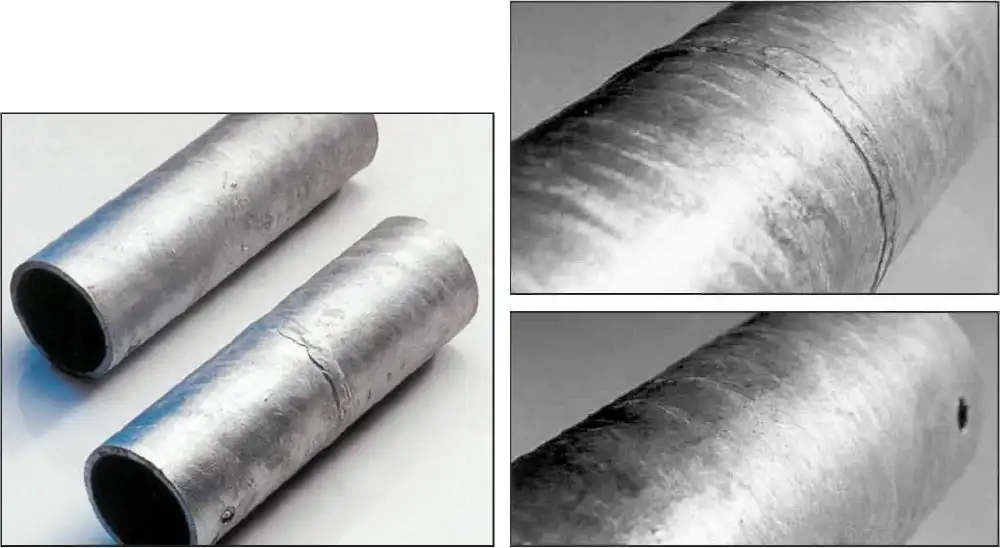
Fotos viser overfladerne på to prøver efter varmforzinkning. På den ene prøve er der ingen overtykkelse af zink på svejsesømmen, på den anden prøve er overtykkelsen tydelig. Herunder ses nærbillede af svejsesømmene.
Vejledning om zinklagtykkelser på svejsesømme efter varmforzinkning
Tabellen angiver den overtykkelse, der dannes på svejsesømmene, i forhold til zinklagtykkelsen på røroverfladerne
S = Stor overtykkelse af zink på svejsninger efter varmforzinkning
M = Middel overtykkelse af zink på svejsninger efter varmforzinkning
I = Ingen eller næsten ingen overtykkelse af zink på svejsninger efter varmforzinkning
| Fabrikat/ Leverandør |
Type | Navn | Gas |
Godst. 3,6 mm Dyppetid |
Godst. 3,6 mm Dyppetid |
Godst. 10 mm Dyppetid |
Godst. 10 mm Dyppetid |
|||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CO₂ | 82/18 | 5 min. | 15 min. | 5 min. | 15 min. | 5 min. | 15 min. | 5 min. | 15 min. | |||
| SAF-Orlikon | Rørtråd | Safdual 122 | X | M | S | M | M | M | S | M | S | |
| SAF-Orlikon | Rørtråd | Safdual 122 | X | I | S | I | M | I | I | I | M | |
| SAF-Orlikon | Rørtråd | Safdual 116A | X | M | S | M | M | I | S | M | S | |
| SAF-Orlikon | Rørtråd | Fluxofl 13, 1.0 | X | M | S | M | M | I | S | I | M | |
| SAF-Orlikon | Rørtråd | Fluxofl 13, 1.2 | X | I | S | I | M | M | M | I | S | |
| ESAB | Rørtråd | OK 14.05, 1.0 | X | M | S | I | I | I | I | M | S | |
| ESAB | Rørtråd | OK 14.05, 1.2 | X | I | M | I | M | I | M | I | M | |
| ESAB | Rørtråd | OK 15.17, 1.2 | X | M | M | I | I | I | I | I | I | |
| SCS Industri Hyundai | Rørtråd | Supercored 81-K2 1.2 | X | M | M | I | S | I | M | I | I | |
| SCS Industri Hyundai | Rørtråd | Supercored 81-K2 1.2 | X | I | M | I | I | I | M | I | M | |
| SCS Industri Hyundai | Rørtråd | Supercored 71 1.2 | X | M | S | M | M | M | S | M | S | |
| SCS Industri Hyundai | Rørtråd | Supercored 71 1.2 | X | M | S | M | M | M | S | M | S | |
| V. Løwener | Rørtråd | Filarc PZ 6113 | X | M | M | M | M | M | S | M | S | |
| SAF-Orlikon | Elektrode | Safex GTI, 3,25 | M | M | I | I | I | I | M | S | ||
| SAF-Orlikon | Elektrode | Safex GTI, 2,5 | M | I | I | I | I | I | I | I | ||
| ESAB | Elektrode | OK 46.00, 3,25 | I | M | I | I | I | I | I | M | ||
| ESAB | Elektrode | OK 46.00, 2,5 | I | I | I | M | M | M | M | S | ||
| SCS Industri | Elektrode | Phoenix Blau | M | I | I | I | I | I | I | M | ||
| Migatronic | Massivtråd | Galawire 0,8 | X | I | M | I | M | M | S | M | S | |
| ESAB | Massivtråd | OK 12,51, 1,0 | X | M | S | M | M | M | S | M | I | |
| ESAB | Massivtråd | OK 12,51, 1,0 | X | M | S | M | M | M | S | M | S | |
| SCS Industri | Massivtråd | Union K40, 1,0 | X | I | I | I | I | I | S | M | S | |
| V. Løwener | Massivtråd | TD-MAK 10 1,0 | X | M | S | M | M | M | M | M | S | |

![]()