
Tips til det bedste resultat ved varmforzinkning
05.12.2011
![]()
1) Stålets kisel- og fosforindhold har stor indflydelse på resultatet ved varmforzinkning!
Varmforzinkning er en kemisk reaktion mellem stål og zink - derfor har stålets sammensætning stor indflydelse på resultatet. Det er vigtigt at angive, at stålet skal være egnet til varmforzinkning, når materialet indkøbes.
Egnet materiale har enten et kisel- + fosforindhold < 0,03 vægtprocent eller et kiselindhold på > 0,14 vægtprocent.
Lagets tykkelse øges med stigende kiselindhold over en vægtprocent på 0,14. For høj lagtykkelse er ikke ønskværdigt, da lagene kan blive sprøde. Stål med højere kiselindhold end 0,35 vægtprocent bør normalt ikke anvendes til varmforzinking.
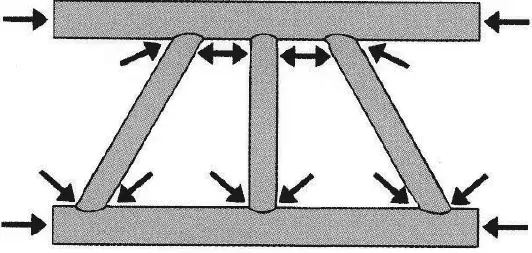
2) Konstruktionsudformning og skæring af emnet
Store konstruktioner, først og fremmest hvis de er svejset sammen, så der er opstået mekaniske spændinger, varmforzinkes med fordel som mindre dele, der sammenføjes med boltede samlinger. Spændinger kan mindskes i det varme zinkbad og give anledning til formforandringer. Risikoen for formforandring gælder også større, plane pladeoverflader med godstykkelse under 3-4 mm, som bør afstives. I Nordic Galvanizers “Håndbog i varmforzinkning” findes billeder og beskrivelser på, hvordan konstruktioner egnede til varmforzinkning skal være udformede. Termisk skæring påvirker stålet i snitfladen, så både reaktiviteten og lagets vedhæftning kan forandres. Slib eller sandblæs derfor disse overflader før forzinkning, for at sikre et godt resultat.
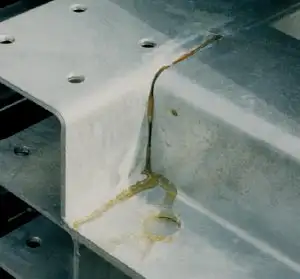
3) Undgå syrespalter
Konstruktioner skal udformes, så smalle mellemrum, mindre end 3 mm, ikke opstår. Stødsvejsninger er betydeligt bedre end overlapningssvejsninger for emner, som skal varmforzinkes. Det er vigtigt, at gennemgående porer ikke dannes. Hvis syre fra forbehandlingen er trængt ind i et mellemrum eller en pore, kan den ikke efterfølgende fjernes. Zink er mere tykflydende end syre, og lægger sig ved varmforzinkningen som et låg over åbningen. Efter en tid korroderer syre- og jernsalte huller i belægningen over åbningen. Rustfarvet væske løber på overfladerne nedenunder og ødelægger udseendet.
4) Den rigtige huludformning i emnerne giver sikker varmforzinkning, indvendig korrosionsbeskyttelse og god dræning - kontakt din varmforzinker for at få rådgivning!
| Rund profil (mm) | Kvadratisk profil (mm) | Rektangulær profil (mm) | Diameter, gennemgående hul (mm) |
| 20 | < 20 | 30x15 | 10 |
| 30 | < 30 | 40x20 | 12 |
| 40 | < 40 | 50x30 | 14 |
| 50 | < 50 | 60x40 | 16 |
| 60 | < 60 | 80x40 | 20 |
| 80 | < 80 | 100x60 | 20 |
| 100 | < 100 | 120x80 | 25 |
| 120 | < 120 | 160x80 | 30 |
| 160 | < 160 | 200x120 | 30 |
Egnede huldiametre til forskellige dimensioner af hule profiler
Rør skal være åbne i begge ender, og drænhullerne skal placeres så tæt som muligt på hjørner og svejsninger.
BEMÆRK! Indesluttet væske og luft ekspanderer i det varme zinkbad og medfører risiko for eksplosioner, der skader både emnet og personalet ved forzinkningsanlægget.
5) Farve, fedt, svejseslagger og andre fremmede emner må ikke forekomme på emner, som skal varmforzinkes!
Disse forureninger forsvinder ikke i forbehandlingen, men forbliver på overfladerne og ødelægger reaktiviteten mellem stål og zink.
6) Øgede krav til overfladefinish?
Varmforzinkning er først og fremmest en korrosionsbeskyttelse, men det kan også skabe stilfulde designoverflader. Det er dog vigtigt at INFORMERE VARMFORZINKEREN, når der foreligger specielle krav til overfladefinish. I de tilfælde, hvor produktet f.eks. skal anvendes i arkitektoniske sammenhænge (på husfacader, altangelændere osv.) bør det tages i betragtning allerede ved indkøb af stål og i konstruktionsdesignet, se ovenstående punkter. Desuden bør varmforzinkeren informeres om kravende til overfladebehandling, hvilket kan have betydning for, hvordan varmforzinkningen udføres. I visse tilfælde kan det være en fordel at udføre en prøveforzinkning af et par emner, inden en større mængde varmforzinkes.
7) Opbevaring og transport
Nyforzinkede emner skal opbevares, så kondens eller regnvand ikke bliver liggende på overfladerne. Især hvor mellemrum dannes, kan der opstå en hvid belægning kaldet hvidrust. Hvidrust påvirker normalt ikke produktets korrosionsbeskyttelse, det er kun af æstetisk betydning, men bør stadig undgås, hvilket nemt gøres med tør og luftig opbevaring.

![]()